Unsolvable Chiller Pump Noise Resolved by Acoustiblok’s Acoustical Real Time Video Imaging System
Acoustiblok recently used its Acoustical Real-Time Video Imaging System (Artvis) system to efficiently cure a continuing unsolvable problem of excessive noise from two industrial chiller pumps.
The pump manufacturer installed the pumps more than two years ago; however, since the pumps did not meet the noise specifications, final payment for the pumps was withheld. Over a two-year period, three acoustical consultants were brought in to take measurements using standard sound level meters, however none of them could successfully identify the root cause of the problem, or develop a solution that satisfied the noise requirements.
Lahnie Johnson, president and founder of Acoustiblok Inc. said, “As a leading supplier and innovator of noise attenuation solutions for over 20 years we weren’t surprised when Acoustiblok was contacted to assist in resolving the unsolvable pump noise. Acoustiblok is unique in that not only does it provide acoustical/vibration consulting and engineering using the advanced time-saving Artvis System, but it also manufacturers in-house a wide array of proven sound abatement products to resolve the problems that have been determined. As such, custom fabrication requirements for those unique situations are readily accommodated by the company.”
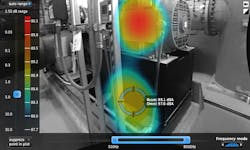
Because of very high ambient noise levels in a facility, it is usually impossible to determine specific noise sources with the use of a sound meter. In light of this, Acoustiblok performed the troubleshooting using the truly revolutionary Artvis System which allows one for the first time to actually "see" sound in real-time (as you would see thermal contours with a Flir infrared camera). Not only can one measure the intensity and overall frequency content of the noise, but also visually identify the direction, source and reflections of the noise.
It also helps in revealing modal transitions of resonance in buildings and structures that a standard spectrum analyzer does not reveal. Acoustical data collection and assessment which in the past may have taken hundreds of hours to compile, and even then much being conjecture, can now be visually observed and measured with a significantly higher degree of confidence within hours resulting in dramatic time and cost savings.
Within two hours of testing despite the very high ambient noise in the facility, the Artvis revealed the root cause of the problem was sound escaping through the bottom of the cabinet on which the motor was mounted. Two areas of high sound intensity were found, one centered on the motor and the other centered near the bottom of the cabinet. In effect, the cabinet was acting like the body of an acoustic guitar, amplifying the noise from the motor, which then leaked out of the numerous openings in the cabinet.
Further examination of the acoustic levels with the sound level meter found that the average overall sound levels within the cabinet reach 106.3 dBA compared to the average overall sound levels around the motor of 97.4 dBA, an increase of 9 dB, which would appear to be almost twice the loudness. A comparison of the sound levels at the peaks in the chart indicates that the sound levels within the cabinet are 7 dB higher at 1250 Hz and 10 dB higher at 2500 Hz.
Based on these results, Acoustiblok recommended a multi-faceted solution involving their state-of-the-art noise attenuation materials. These recommendations included: (1) installation of QuietFiber sound absorption material within the cabinet to eliminate sound reverberation, (2) implementation of Acoustiblok heavy mineral-filled viscoelastic polymer sheet material, adhering it to all cabinet surfaces to increase mass and deaden resonance and to block the sound escaping out of the cabinet openings, and (3) installation of Acoustiblok All Weather Sound Panels around the motor to directly attenuate the motor noise.
Johnson said, “We were very pleased with the success of the Acoustical Real-Time Video Imaging System in the finding the noise source; it was able to solve a seemingly unsolvable noise problem that had been going on over two years. We anticipate using Artvis as our key diagnostic tools on industrial noise problems such as this one in the future because an Artvis is able to quickly and easily identify all of the noise sources and the frequency ranges.
“This information enables us to determine the optimum noise control solutions because we can identify the specific sources, frequency ranges and intensity of the noise problems. Noise issues often have multiple noise sources with a wide frequency range that make pinpointing the noise sources difficult even for experienced engineers.”